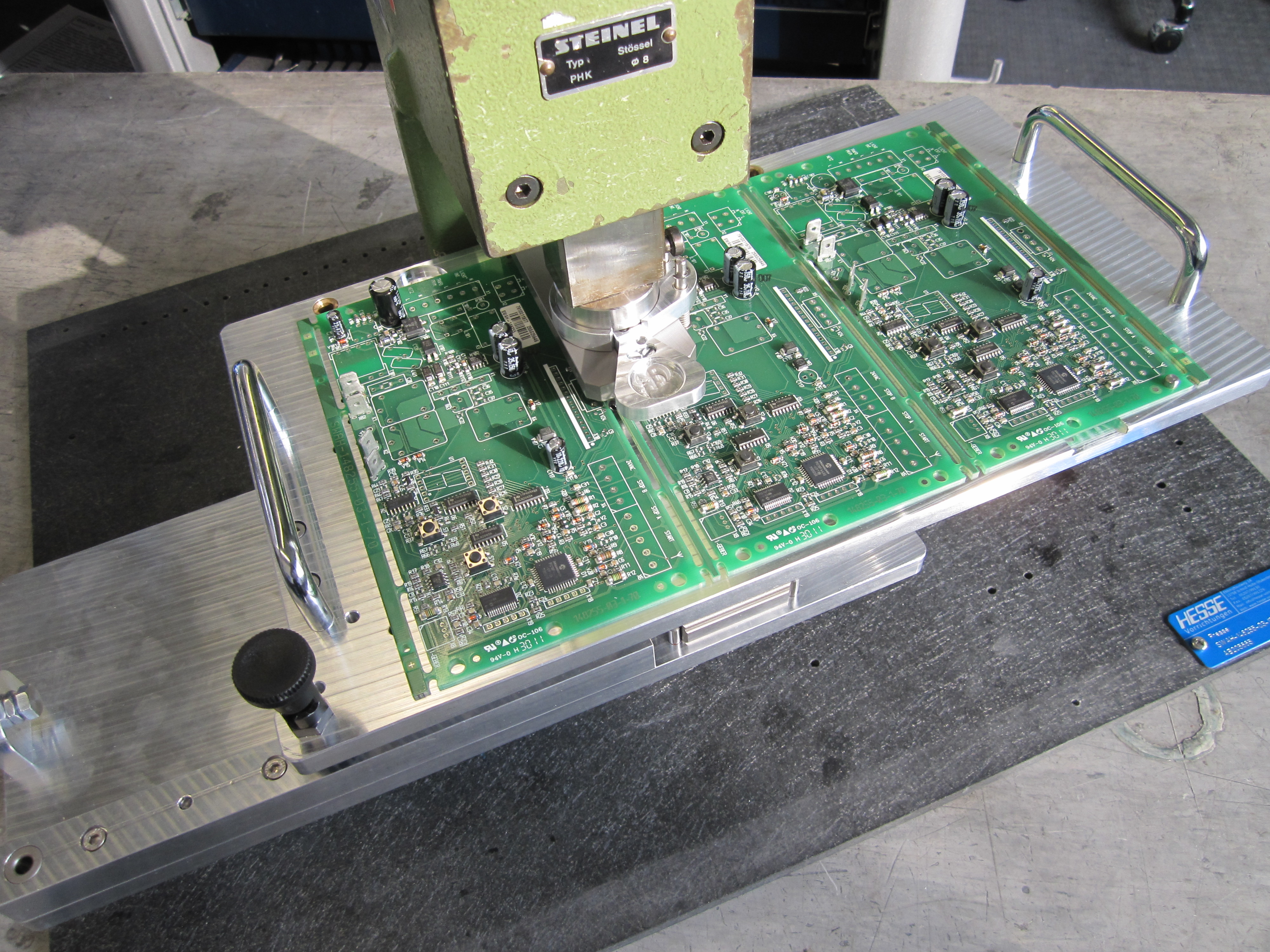
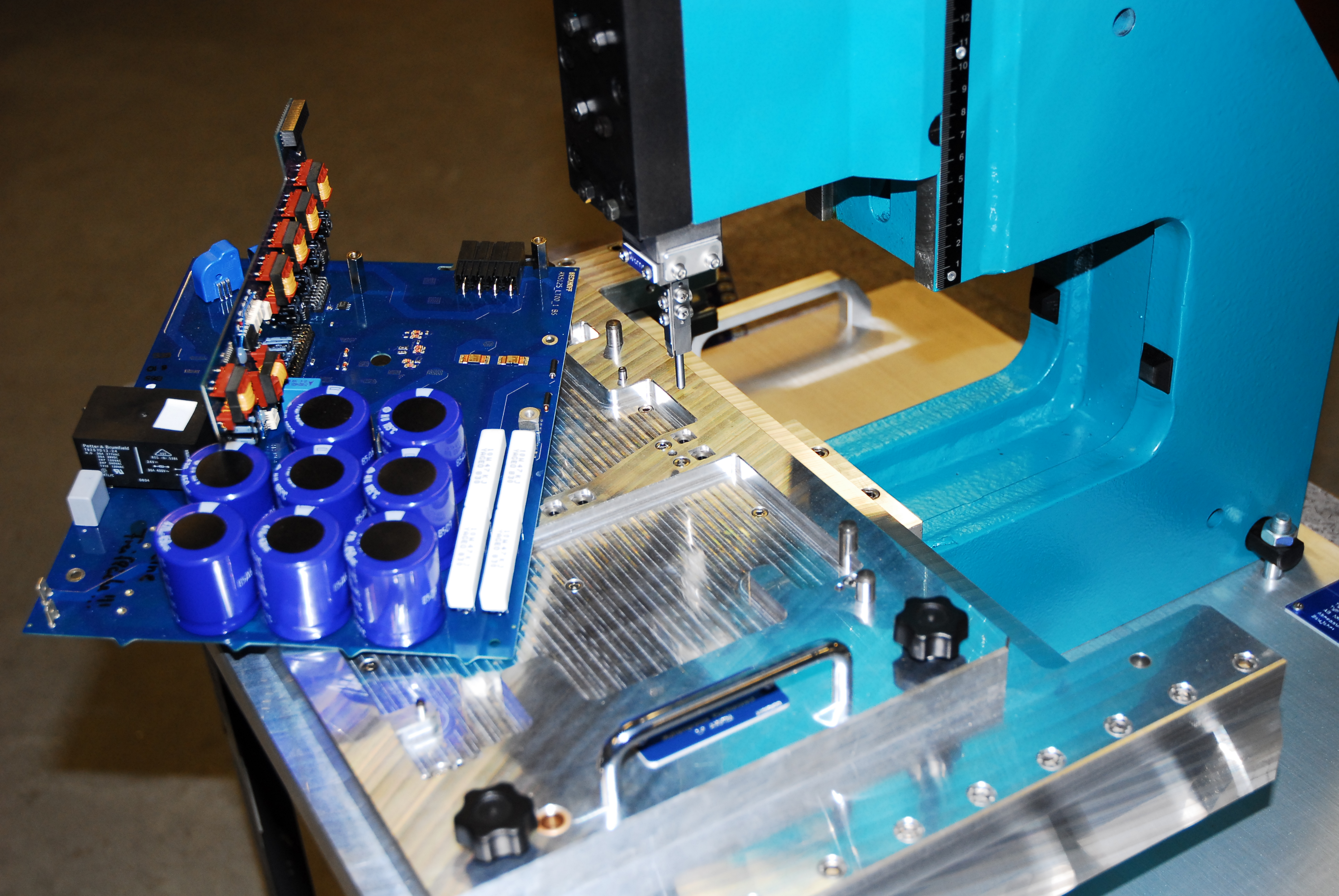
Kategorie Montagevorrichtungen - Die Aufgabe: Bereits vereinzelte Lötstützpunkte sollen senkrecht und Material schonend in eine bereits SMD bestückte Platine eingesetzt werden. Die Platine soll in einem 3fach Nutzen abgearbeitet werden. Die Lötstützpunkte sollen komfortabel und rationell in das Oberwerkzeug eingesetzt werden. Es sollen alle Lötstützpunkte je Einzelplatine gleichzeitig in die Baugruppe eingedrückt werden. Der Nutzen soll in 3 Schritten abgearbeitet werden. Der Mehrfachnutzen aber nur einmal gehandelt und in das Produktnest eingelegt werden. Die Lösung: Die Kniehebelpresse erhielt dazu einen Querschiebetisch mit 3 Arbeitsstellungen. Die Platine wird über Vorzentrierungen in das Produktnest eingelegt. Die Ausrichtung übernehmen dann Führungsstifte. Damit die ein zu pressenden Stifte ergonomisch und praktisch in das Oberwerkzeug eingesetzt werden können, wurde ein Schnellverschluß erdacht. Dieser ermöglicht ein Einsetzen der Lötstifte ausserhalb des Werkzeuges. Damit entfällt ein einfädeln dieser ohne Einsicht über Kopf. Komplett bestückt wird der Einsatz dann in den Pressenstempel eingeschoben. Die Stifte werden dabei durch Federelemente vor dem herausfallen gesichert. [...]