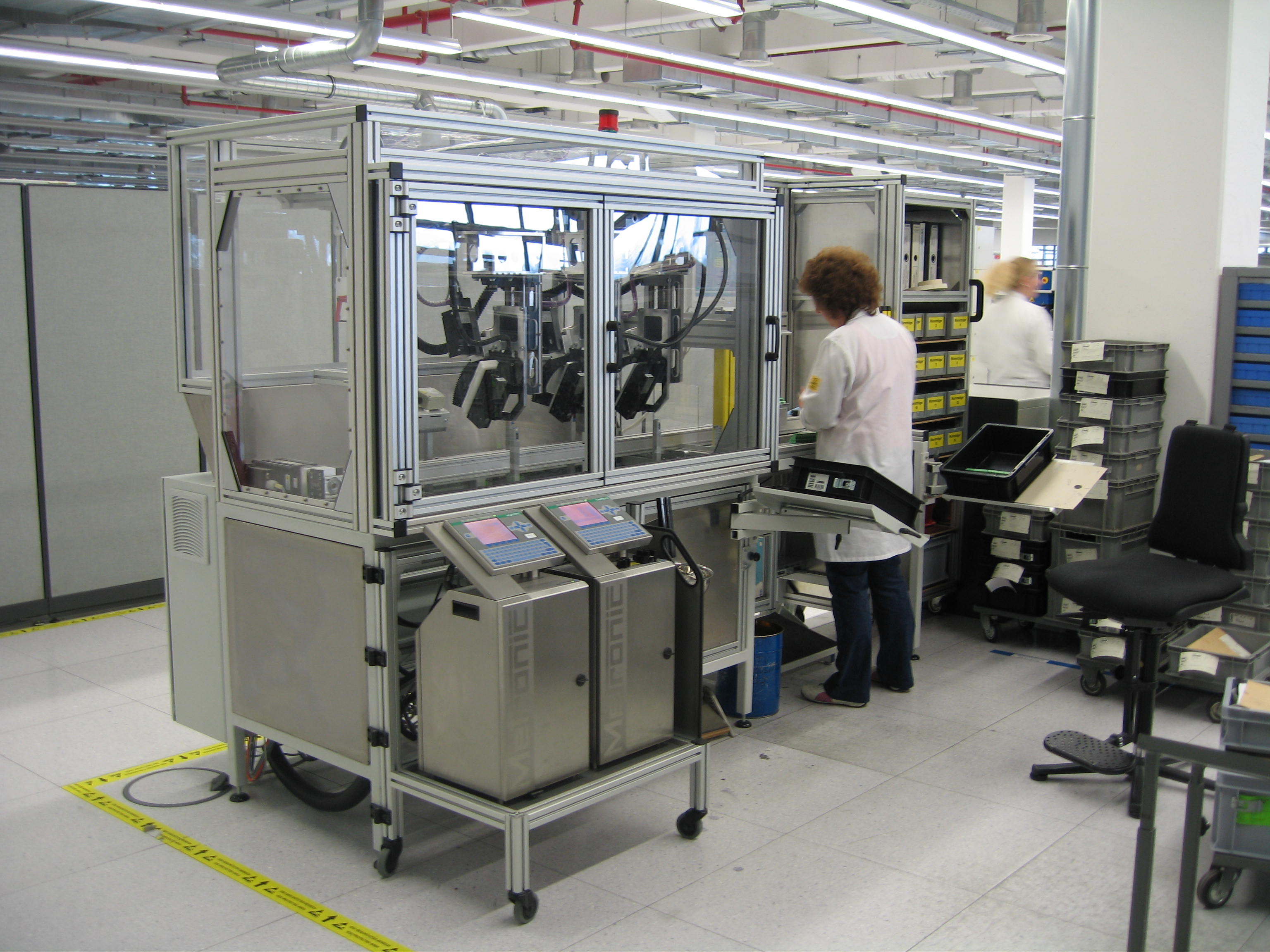
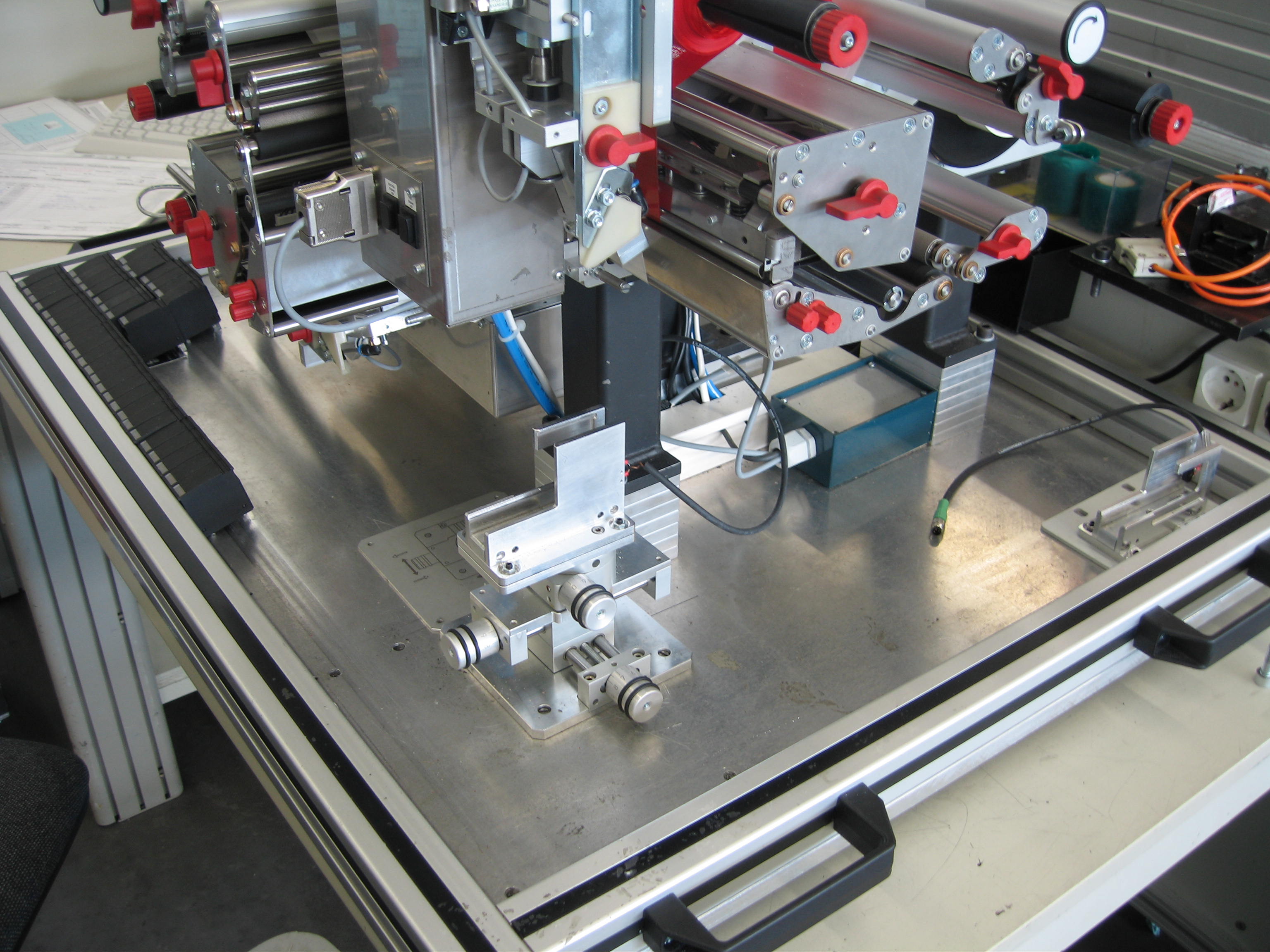
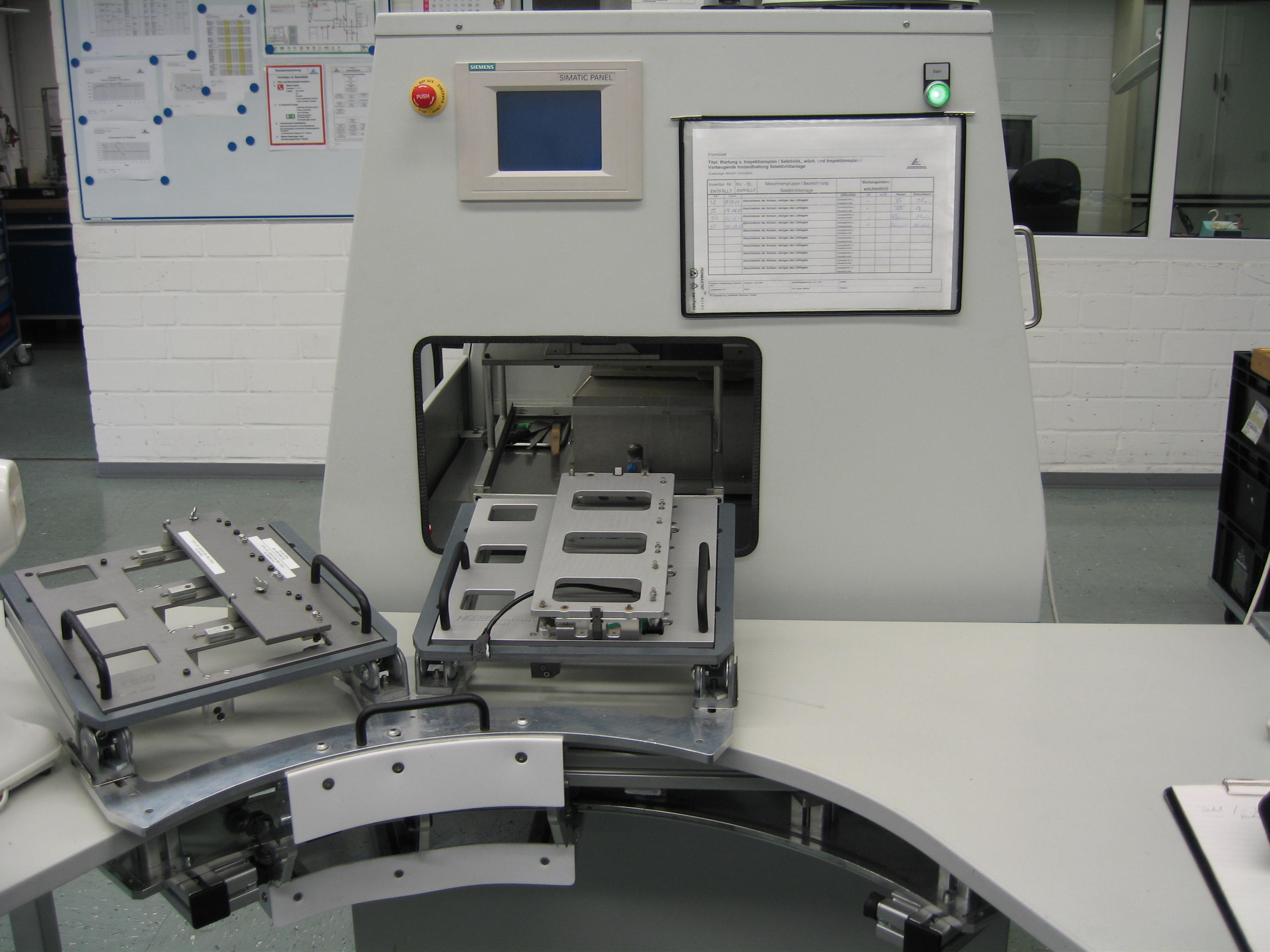
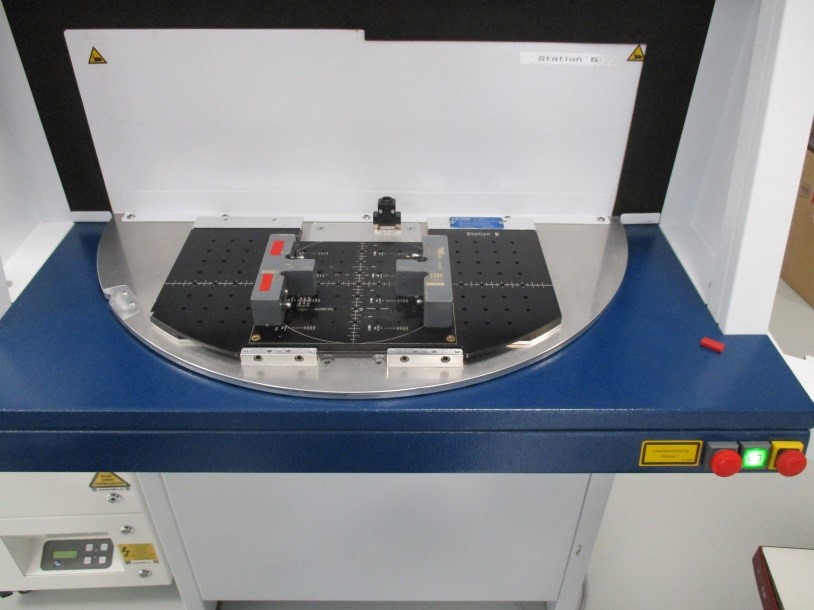
Kategorie Warenträger und Automation - Die Aufgabe: Eine Elektronische Baugruppe soll rationell mit einem Warenträger selektiv gelötet werden. Der Warenträger soll mit einem Niederhaltersystem ausgestattet werden Diverse Bauteile müssen angedrückt, ausgerichtet und fixiert werden. Der Mitarbeiter soll auf einen Blick erkennen können ob alle Bauteile richtig bestückt wurden. Das alles soll bereits das Niederhaltersystem leisten. Damit ein Mitarbeiter im Flow arbeiten kann wird auch ein ergonomischer Arbeitsplatz benötigt, an dem der Warenträger mit den Bauteilen manuell bestückt werden kann. Der Arbeitsplatz soll sehr schmal gehalten werden, deshalb soll die Vorrichtung einteilig aufgebaut werden. Für lose Komponenten wird es keinen Platz geben. Die Lösung: Es entstand ein robuster Warenträger mit einem Niederhaltersystem in Klapptechnick. Die Bauteile, selbst die Kondensatoren die zuvor in alle Richtungen weggekippt sind, werden mittels Trichter zentriert und nun auch fixiert für den Lötprozess bereitgehalten. Der Arbeitsplatz entstand unter LEAN Gesichtspunkten in Rohrgestellbauweise. Alle relevanten Bauteile werden im unmittelbareren Zugriff [...]