Projekt-Beschreibung
Kategorie Montagevorrichtungen – Die Aufgabe: Der Bestückungsarbeitsplatz an einer selektiven Lötanlage soll verbessert werden.
Eine vorhandene selektive Lötanlage soll rationeller und schneller mit Warenträger bestückt werden.
Bestandsaufnahme:
Derzeit geht der Maschinenbediener von seinem Bestückungsplatz und holt den fertigen Warenträger aus der Lötanlage, und bringt diesen wieder zurück zum Bestückungsplatz. Anschließend nimmt er den bereits mit Rohteilen bestückten Warenträger und trägt diesen dann wieder zur Lötanlage.
Die selektive Lötanlage arbeitet nun die Lötstellen ab.
In der Zwischenzeit setzt sich der Mitarbeiter wieder an den Bestückungsplatz entnimmt die fertig gelötete Baugruppen aus dem Warenträger, und bestückt nun die nächste Baugruppe mit den zu lötenden THT- Bauteilen. Bevor die manuelle Bestückung abgeschlossen ist, ist die Lötanlage bereits fertig, und wartet auf den Austausch des Warenträgers.
Diese unrationelle Arbeitsweise bedeutet unter LEAN Gesichtspunkten ein hohes Maß an Verschwendung. Zum einen bezüglich der unnötigen Arbeitswege für den Bediener, und zum anderen wegen den Stillstandszeiten an der Maschine.



Die Lösung:
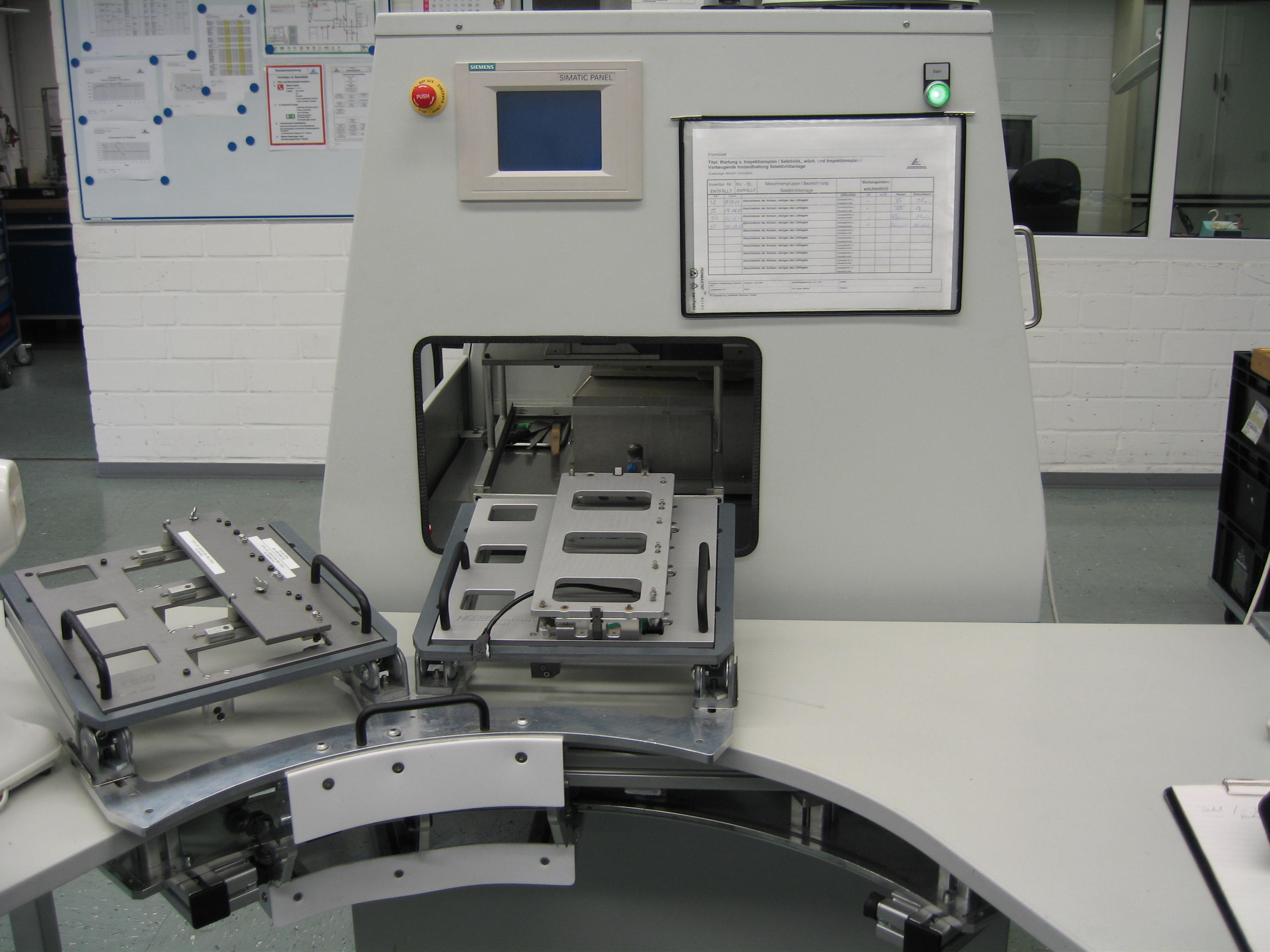
Es wurde ein Bestückungsarbeitsplatz unmittelbar vor die Maschine gestellt. Um das Handling grundsätzlich zu verbessern wurde ein Halbrunder Arbeitsplatz um den Bediener herum aufgebaut. Auf der ebenfalls im Halbkreis angeordneten Linearführung läuft ein doppelter Abstellplatz für die Warenträger. Damit wird der freie Abstellplatz vor dem Ausgabeschacht der Anlage platziert.
Nun kann der fertige Warenträger herausgezogen werden und auf dem Abstellplatz gestellt werden. Danach wird der Warenträger mit den Rohteilen vor den Einlass der Anlage geschoben. Aus dieser Stellung kann nun der Warenträger in die Anlage geschoben werden. Der Warenträger kann nun selektiv gelötet werden.
Ohne die Warenträger umzustellen kann nun der Mitarbeiter bereits den entnommenen Warenträger entleeren und wieder mit Rohteilen bestücken. Die Bauteile werden in unmittelbarer Nähe oberhalb und neben den Warenträgern bereitgestellt. Damit sind die Wege reduziert worden, das umständliche Handling wurde gänzlich vermieden, und der Mitarbeiter schafft es nun innerhalb der Bearbeitungszeit der selektiven Lötanlage den nächsten Warenträger vorzubereiten. Damit wurde dann auch der Durchsatz an der Maschine verbessert und die Stillstandszeit ebenfalls reduziert.